 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LV
LV
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 GA
GA
 BE
BE
 AZ
AZ
 KA
KA
 LA
LA
 UZ
UZ

Laseru zīmēšanas vizuālā pozicionēšana
Jomniecības līmeņa precizitātes ražošanas jomā vizuālā lasers zīmēšanas tehnoloģija ir kļuvusi par vienu no galvenajām tehnoloģijām produktu pētotspējas, procesu kontroles un kvalitātes pārvaldības sasniegšanai. Kā inovatīvs pārstāvis šajā jomā, Jiangpin Tehnoloģiju iekārtas integrē trīs galvenās vizuālās pozicionēšanas metodes: ar malas asi, ārējo koaksiju un iekšējo koaksiju. Ar augstprecizitātes CCD kameras un lasers galvanometru sadarbību tas nozīmīgi palielina zīmēšanas precizitāti un efektivitāti. Tālāk sniegta dziļa analīze no trim aspektiem: tehniskie principi, uzvedības salīdzinājums un rūpnieciskās lietojumprogrammas.
I. Trīs galveno vizuālo pozicionēšanas metožu tehniskie principi un raksturlielumi
Malas ass vizuālais sistēmas
Puslejas vizuālā lasera atzīmēšanas kontroles sistēma ir instalēta blakus optiskajam ceļa sistēmai, kas ir puslejas vizuālā lasera atzīmēšanas kontroles sistēma. Tās kamera ir fiksēta pie lasera galvanometra no puses uz noteiktu leņķi, un pozicionēšana tiek sasniegta, izmantojot attēlu savienošanas un koordinātu transformācijas algoritmus. Priekšrocības slēgtas vienkāršā struktūrā un zemā cenas līmenī, kas to padara piemērotu lielformāta atzīmēšanai. Tomēr tā atkarīga no augstprecizējošas kalibrācijas un ir predisponēta paralakses kļūdām (parasti ±0,1 mm) uz liekumiem virsmiem vai darblietiem ar lieliem augstuma atšķirībām. Tas galvenokārt tiek izmantots pakārtošanas un plāksnju atzīmēšanas situācijās, kur precizitātes prasības nav striktas.
Ārējā assakste vides sistēma
Ārējā koaksialitāte attiecas uz viedokļa sistēmas un lasers koaksialitāti ārpus optiskā ceļa sistēmas. Kamera ir savienota ar laseru caur starplūšņa sadalītāju, lai sasniegtu lasera fokusa sakritību ar attēlošanas lauka viduspunktu. Jiangpin Tehnoloģijas šo metodi izmanto PCB zīmēšanas mašīnās, kombinējot to ar Mark punktu pozicionēšanas tehnoloģiju, kas nodrošina precizitāti ±0,05 mm. Tās priekšrocība ir paralakses novēršana, kas to padara īpaši piemērotu QR koda gravēšanai daudzpaneļu ploskās vai elastīgajos cirkuitiem (FPCS), un atbalsta augstas ātruma apstrādi - 60-80 kodu minūtē. Tomēr optiskā ceļa struktūra ir sarežģīta, un uzturēšanas izmaksas ir relatīvi augstas.
Integrēta koaksialā redzes sistēma
Iekšējais koaksilais nozīmē redzes sistēmas iemontēšanu galvanometra kontroles sistēmā, sasniegdams koaksiju optiskajiem ceļiem. Miniatūras kamera tiek tieši integrēta galvanometra optiskajā šaurumā, un attēlošanas optiskais ceļš ir pilnībā koaksils ar lasers optisko ceļu. Tas pašlaik ir precizākais risinājums (līdz μm līmeņa), īpaši piemrots mierīgo ierīču marķēšanai, piemēram, mikroplāksnēm un medicīnas stentiem. Tehnoloģijas Jiangpin ir pielietojusi to savos augstākajos modeļos, atrisinot nobeidzamo virsmu fokusēšanas problēmu reāllaikā notiekošā Z ass fokusēšanā, vienlaicīgi samazinot pozicionēšanas laiku par vairāk nekā 25%.
II. Atjauninājumu salīdzinājums: Mērītie dati par precizitāti, ātrumu un efektivitāti
Trīs sistēmu darbība rūpnieciskos scenārijos var skaidri salīdzināt ar nākamo tabulu:
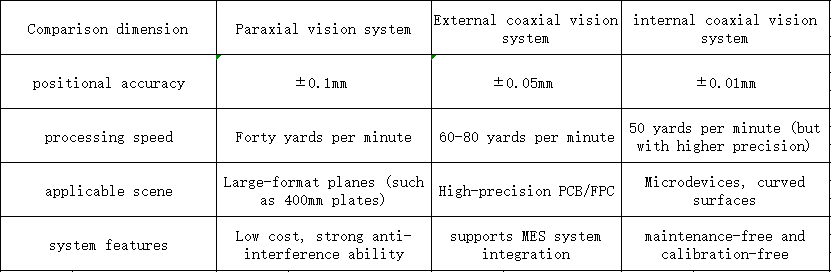
Ārējā koaksiale sistēma samazina rokdarbu, saistot CCD automātisko pozicionēšanu un pēcpiezīmju lasīšanas kodu, samazinot ražošanas līnijas maiņas laiku par 70%.
Koaksialajā sistēmā tiek izmantots augstas ātruma galvanometrs (skenēšanas ātrums > 3000mm/s) un pielāgoti aizpildīšanas algoritmi (piemēram, loksnes aizpildījums), kas palielina ātrumu par 40% detaļu zīmēšanā.
III. Piemēri dziļai pielāgošanai rūpnieciskajiem lietojumscenārijiem
PCB pilnprocessa pētotspēja
Elektronikas ražošanā Jiangpin Technology ārējais koaksiale zīmēšanas aparāts var iegravēt 1,5×1,5 mm mikro QR kodus uz zaļās olējas/ melnās olējas PCB virsmas un savienot to ar augšējo un apakšējo plāksnēm caur SMEMA saskarni, lai sasniegtu pilnīgi automātiskas montāžlīnijas darbības. Iekārta automātiski lasa QR kodu un atgriež to MES sistēmai. Defektīvie produkti tika brīdināti nekavējoties, aizvietojot tradicionālo šķiedras kodēšanas patēriņa izmaksas.
Precīzu medicīnas ierīču zīmēšana
Koaksinālais sistēmas tiek izmantots, lai atzīmētu polētas līkumainas virsmas, piemēram, kaulu siltes un mantojumu. Tas veido neatņemamus zīmes caur termohromisko mehānismu (bez ablacijas), izvairoties no materiāla stresa un deformācijas 46. Salīdzinājumā ar mehānisko gravēšanu, ražošanas efektivitāte ir pieauga līdz 99,9%.
Saskaņota ražošanas līnija var pārslēgties ātri
Pusi ass sistēma parāda elastību automobiļu daļu ražošanas līnijā. Mainot fiksatorus un programmatūras iepriekš noteiktos risinājumus, tā var pārslēgties starp dažādiem darba gabaliem atzīmēšanai 10 minūtēs, atbalstot dažādu materiālu, piemēram, metāla zīmju un guma daļu, maiņas ražošanu.
Iv. Tehnoloģijas attīstības virziens: intelektualizācija un integrācija
Nākotnes vizuālā lasers atzīmēšanas tehnoloģija panāks progresu trīs dimensijās:
AI vizuālā kompensācija: paredziet materiālu termiskās deformācijas, izmantojot dziļo mācību, un dinamiski pielāgojiet atzīmēšanas ceļu (piemēram, meda materiālu paplašināšanās nobīde dēļ augstas temperatūras);
Dažspēktrovaides saplūšana: Ultravioleta/zāla/vlaku lasieri darbojas koordinācijā ar redzes sistēmām, lai pielāgojās visiem scenārijiem no silīcija plāksnēm līdz kompozītmaterialiem;
Modulārs dizains: Jaunā paaudze no Jiangpin Tehnoloģiju iekārtām atbalsta ātru sānu ass un ārējo koassisku lēcas ievietošanu un izņemšanu, apmierinot dažādus precizitātes prasības ar vienu ierīci.
