 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LV
LV
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 GA
GA
 BE
BE
 AZ
AZ
 KA
KA
 LA
LA
 UZ
UZ

Laserové označování s vizuálním pozicováním
V oblasti průmyslové přesné výroby se vizuální laserová označovací technologie stala jednou z hlavních technologií pro dosažení stopovatelnosti produktů, řízení procesů a managementu kvality. Jako inovativní představitel této oblasti zařízení společnosti Jiangpin Technology integruje tři hlavní vizuální metody pozicování: mimoosovou, vnější sousosměrnou a vnitřní sousosměrnou. Díky spolupráci vysoce přesných CCD kamer a laserových galvanometrů významně zvyšuje přesnost a efektivitu označování. Následuje hloubková analýza z tří hledisek: technické principy, porovnání výkonu a průmyslové aplikace.
I. Technické principy a charakteristiky tří hlavních vizuálních metod pozicování
Mimoosový systém
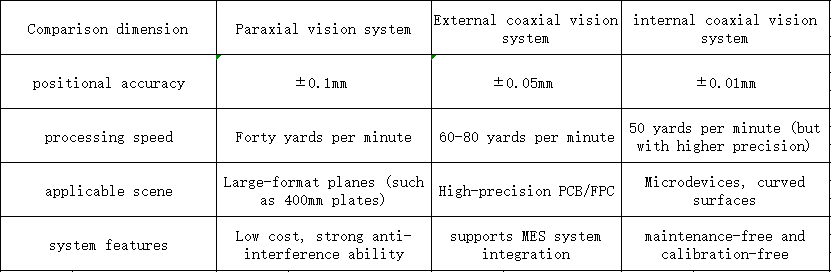
Systém ovládání laserového označování se stranovou osou je nainstalován vedle optického systému, kterým je systém ovládání laserového označování se stranovou osou. Jeho kamera je nainstalována pod pevným úhlem na straně laserového galvanometru a pozice je dosažena pomocí algoritmů pro spojování obrazů a transformaci souřadnic. Výhody spočívají v jednoduché struktuře a nízkých nákladech, čímž je vhodný pro velké formátové označování. Nicméně závisí na vysokopřesném kalibrování a je náchylný k paralelním chybám (obvykle ±0,1mm) na zakřivených povrchů nebo dílčích pracích s velkými rozdíly výšek. Používá se převážně v obalech a situacích s listovým označováním, kde požadavky na přesnost nejsou přísné.
Externí koaxiální vizuální systém
Externí soustřednost odkazuje na soustřednost vizuálního systému a lasera mimo optickou cestu systému. Kamera je spojena s laserovou cestou prostřednictvím děliče paprsku, aby bylo dosaženo shody fokusu lasera se středem obrazového pole zobrazení. Technologie Jiangpin používá tento přístup v označovacích strojích pro PCB, kombinovaném s technologií Mark bodů pro pozice, s přesností ±0,05 mm. Jeho výhodou je odstranění paralaxy, což ho činí zvláště vhodným pro vyrychlování QR kódů na vícepanelových deskách nebo flexibilních obvodech (FPCS) a umožňuje vysokorychlostní zpracování 60-80 kódů za minutu. Nicméně je struktura optické cesty složitá a náklady na údržbu relativně vysoké.
Integrovaný soustředný vizuální systém
Interní koaxiální systém odkazuje na instalaci vizuálního systému uvnitř galvanometrické řídící soustavy, čímž se dosahují koaxiální optické cesty. Miniaturní kamera je přímo integrována do galvanometrické optické dutiny a optická cesta pro snímání je úplně koaxiální s optickou cestou laseru. Toto je v současnosti nejpreciznější řešení (až na úrovni μm), zejména vhodné pro označování mikropřístrojů, jako jsou mikrodesky a lékařské stenty. Společnost Jiangpin Technology tuto technologii použila ve svých vysokoúrovňových modelech, řešila problém fokusu na zakřivené ploše prostřednictvím reálného Z-ového fokusu a zároveň snížila čas pozicování o více než 25 %.
II. Porovnání výkonnosti: Měřená data o přesnosti, rychlosti a efektivitě
Výkon tří systémů v průmyslových scénářích lze jasně porovnat prostřednictvím následující tabulky:
Externí soustava s koaxiálním systémem snižuje ruční zásah propojením CCD automatického pozicování a čtení kódu po tisku, což zkracuje čas přepínání produkční linky o 70 %.
Koaxiální systém využívá vysokorychlostní galvanometr (rychlost skenování > 3000mm/s) a adaptivní vyplňovací algoritmy (např. lukové vyplnění), čímž zvyšuje rychlost o 40 % při jemném označování grafik.
III. Případy hluboké adaptace do průmyslových aplikacích
Plná sledovatelnost procesu PCB
V elektronickém výrobním procesu může externí koaxiální označovací stroj společnosti Jiangpin Technology vyrysovat mikro QR kódy o velikosti 1,5×1,5mm na povrch PCB se zelenou nebo černou smolou a připojit se k horním a dolním strojům prostřednictvím rozhraní SMEMA pro plně automatické operace montážní linky. Zařízení automaticky čte QR kód a posílá jej zpět do systému MES. Vyrobené vadné produkty budou okamžitě upozorněny, nahrazujíce spotřební náklady tradičního inkoustového kodování.
Označování přesných medicínských zařízení
Soustava s koaxiálním systémem se používá pro označování vybroušených zakřivených povrchů, jako jsou kosterní hřebíky a umělé klouby. Tvoří trvalá označení prostřednictvím termochromického mechanismu (bez ablace), čímž se vyhnete deformaci způsobené stresem materiálu 46. Ve srovnání s mechanickým frézováním se výnosnost zvýšila na 99,9 %.
Flexibilní produkční linka může být rychle přepnutá
Bokový osnový systém ukazuje flexibilitu v produkční lince pro automobilní součásti. Přechodem mezi nástroji a softwarovými přednastavenými řešeními může přepínat mezi různými díly pro označování během 10 minut a podporuje smíšenou výrobu více materiálů, jako jsou kovové značky a gumičky.
IV. Směr technologické evoluce: Inteligence a integrace
Budoucí vizuální laserové označovací technologie prolomí ve třech dimenzích:
Vizuálná kompenzace pomocí umele inteligence: Předpověď tepelné deformace materiálu prostřednictvím hlubokého učení a dynamická úprava cesty označování (například roztažení mědi způsobené vysokým teplem);
Multispektrální fúze: Ultrafialové/zelené/vláknové lasery pracují v koordinaci s vizuálními systémy a přizpůsobují se všem scénářům od křemenových destiček po složité materiály;
Modulární design: Nová generace zařízení od Jiangpin Technology podporuje rychlou vložení a vyjmutí boční osy a vnějších soustředných čoček, splňuje více přesnostních požadavků jediným strojem.
